制作玻璃鋼模具是一個系統過程,每一個技術操作都在不同時間段發生,都需要按照模具制作程序來實施技術工藝。在玻璃鋼模具產品生產過程中,操作人員的個人情緒及技術素質跟產品的質量有很大的關系,我們稱之為情緒化產品。
一、玻璃鋼模具制作工藝講師介紹:
譚永枝老師:玻璃鋼模具行業的大師級人物,經歷玻璃鋼模具制造技術40年,有著非常豐富獨到的玻璃鋼模具制作經驗。

二、模具的基本要求
v 首先要滿足產品的質量要求
v 滿足產品的尺寸精度
v 滿足產品的結構、力學性能和機械性能
v 滿足產品的耐熱性、耐冷性、耐沖擊性、耐化學性、及耐老化性
v 其它的一些特殊要求,如:好的光潔度、表面平順度、均勻厚度
三、選材的基本原則
v 了解模具的基本需求后,就進入選材的重要環節。
v 根據不同類型的模具來選擇材料
v 根據模具的特性來選擇相適應的材料
v 必須了解材料本身的性能。如:耐熱性、耐腐蝕性、剛性強度、受壓變形性、穩定性等等。
v 材料與材料之間的相互作用
v 對各種材料的基本數據有全方位的認識
v 材料之間的適應性,(大環境與小環境的不同)
v 模具的性能要求必須結合材料的本身性能。做到物盡其用。
v 材料是有性格的,它一樣有被尊重的需要。要真正做到材料人性化。
v 手糊模具:要求整體結構穩定,利于操作。在選材方面就要求采用低收縮,剛性強度較高的樹脂與無堿纖維等。
四、玻璃鋼模具制作的具體操作步驟:
1、上脫模蠟、脫模水
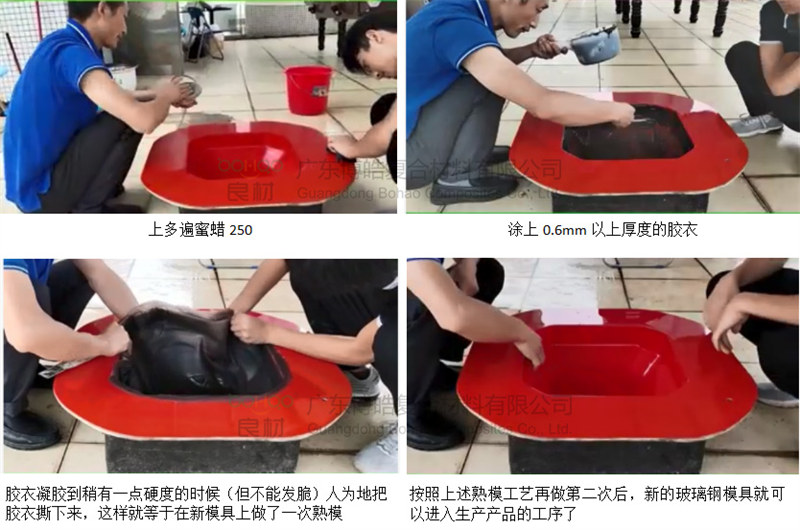
玻璃鋼模具制作第一步是母模上脫模劑。上脫模劑要全面不能漏,否則會粘模。推薦使用無蠟垢的蜜蠟250或可溶于水的PVA10#脫模劑,等脫模劑干了之后就可以上膠衣。

2、模具膠衣的操作
(1)膠衣的正確選用:要了解做什么產品用什么膠衣,溫度不高可以選用間苯新戊二醇或間苯膠衣。母模和工作模各自的膠衣要求厚度不一樣,母模的膠衣要求厚一點,但打磨性較好,以便打磨修整后保證膠衣的原整性,平順度好,滿足其規格尺寸,工作模要求膠衣不需要太厚,而要穩定性好,針孔少,并要與產品的膠衣顏料有色別。工作模要求要高,除選材嚴謹,加工工藝也十分重要,所以在手糊膠衣方面就要制定有效的程序,膠衣的厚薄要均勻,如果不均勻就會固化不完全,容易皺皮。

(2)調膠衣和固化劑添加量:膠衣使用前先順時針慢慢攪拌,根據需求取適量模具膠衣,根據天氣情況調整固化劑配比,使用滴管取出適量固化劑,傾斜45°順時針攪拌膠衣,讓固化劑和模具膠衣融合。
(3)1+1.5膠衣用量計量法:涂膠衣可以采用1+1.5的計算方式來解決膠衣用量,這樣就可以準確的又不浪費已調好固化劑后的膠衣,1+1.5就是以先涂第一層膠衣的數量作為1的基數,而第二層是第一層的1.5倍。兩層膠衣的總數量的膠衣厚度在0.7-0.9mm。就是模具膠衣的基礎厚度。

(4)膠衣分布優選法(黃金分割法):要涂壁面模具膠衣時,經常會出現兩種情況:一是下厚上薄,膠衣分布不均,如重復涂就會產生大量氣泡,二是出現大量不規則的流膠容易皺皮。我們可以采用(0.618黃金分割法)就是在壁面的0.618位置往上涂,再從下往上涂,就可以避免以上的不良現象產生,并且大大的提高了工作效率和質量。立面刷膠衣要使用豎刷,不易流膠,橫刷容易流膠。

(5)手糊膠衣的排泡工藝:在涂第一層膠衣后,膠衣表面出現很多氣泡。這些氣泡其中包括膠衣受固化劑反應的氣泡,有在調料時攪拌產生的氣泡,也有涂膠衣時毛刷運作所吸入的氣泡,這些氣泡不進行合理的排泡工藝,將會影響模具膠衣表面的質量效果,給后來整修模具帶來很多的麻煩,因此,手涂完第一層膠衣5-8分鐘左右,膠衣表面的氣泡全面浮現出來,而且膠衣粘度開始增大,此時用毛刷輕輕的在膠衣表面拖過,膠衣表面的氣泡隨即破裂。并且迅速流平,這樣就可以達到排泡的效果。

3、表面層
表面氈要采用對接鋪切,中間留有間隙1-2mm,讓纖維浸潤后再用毛刷輕推接合,千萬不要重疊而引起發白。表面氈的作用是保護膠衣層,減少膠衣面的開裂。

4、中間層(增強層)
重視強度,重視纖維的力學分布,對纖維加予預應力的實施,通常使用模具乙烯基樹脂,或間苯型樹脂。做中間層的時候我們可以采用以下幾種方法。
(1)單絲法
玻璃鋼模具造型結構中有不同形狀轉彎的內直角結構。這樣的結構最大的缺點是在模具制作中纖維自身的彈性最容易產生氣泡,從而使模具外角在使用過程中出現崩裂缺角乃至影響產品質量,因此在制作模具時必需在制作工藝上采取內角單絲填充法來解決其缺陷。用單絲纖維并股,順內直角方向排滿纖準使內直角形成R狀,這樣就能解決內直角空間所產生的氣泡,為下一步鋪層纖維在R角處有更順服的良好操作作性、從而提高玻璃鋼模具的質量。

(2)間歇法
間歇法是利用時間差使其樹脂的變形收縮減至最少,可以先做一層表面氈或短切氈,因為只做一層的玻璃纖維,樹脂用量也很少,整體的收縮變形是非常少的,讓這一層有足夠的固化時間定形后,再做一層纖維。因為第一層固化在前,后一層的定形是以前一層的穩定形狀而固化,因此這樣的變形和收縮率就會減少很多。(注意事項:每次固化后一定要在玻璃鋼表面打毛除蠟,否則會產生鋪層之間分層,影響其強度和質量。)以后的中間層量得以增加,每次鋪設3至5層,直至把玻璃鋼模具鋪設到預要的強度要求為止。
(3)RM法
在鋪設中間層的過程中,我們采用一氈一布即短切氈,方格布重疊的工藝,用兩層方格布鋪設,層間的剪切力很差:單用短切氈鋪切,它的纖維線短,力向性能不集中,而具含膠量大。鑒于它們各有的優點作為各自缺點的互補,采用RM法,促進樹脂纖維之間的浸透,提高纖維布層間力矩,從而得到最好的效果。

(4)45°鋪設法
玻璃纖維的彎力、頂力、扭力都是很差的,它只有一個較強的拉力。而玻璃纖維布的力向只有經、緯向,也就是說力向只有四面,而再加上45°鋪設后,增加了四個方向而得之八面,這是其一。其二,當產品或模具結構有直角時,在直角的纖維剛好一根是90°受彎力,一根是受扭力,都是處于應力最差的狀況,因此,在產品或模具結構上直角的地方采用45°鋪設法,使其兩根在直角位置上的纖維形成135°,這時,我們在操作工藝上加以實施預應力,使纖維的力向拉得更緊,產品結構上應力得到更好的發揮。

(5)固化劑系統遞進法
在做玻璃鋼模具鋪層的過程中,需要分先后不同時間鋪切幾層玻璃纖維、而調配樹脂固化系統也是按量分不同時間調配,剛開始時要充份考慮整段操作時間與股凝時間的配合,因此第一次調配固化劑用量要少些、預留充分的膠凝時間,有利于最后的排泡操作。第二次調配固化劑量可稍增少量,因為第一次與第二次有一個時間差,離完成操作工藝時間比第一次稍為更短,所以固化劑用量可適當遞進增加最后第三次或第四次遂步遞進,在全面完成鋪層和排泡工藝后樹脂才開始整膠凝,達到預期的質量效果。
5、背襯層
重視強度、耐水,耐侯性保護,保護層要適當加厚,提高耐侯性,耐水性,耐老化功能,一般選用強芯氈,強芯氈的三維真空結構更加有利于模具的使用壽命。
6、補強層
重視應變和變形。背面壓粘耐水膠合板,使之耐沖擊和防止變形,但使用時間一長,常出現模具表面找平情況變壞現象,其原因可能是玻璃鋼層與膠合板間的剝離加上膠合板的剛性疲勞等。因此,可使用三元中空立體結構的玻璃纖維織物代替膠合板,這種措施解決了原有欠缺;此外,3D鋼結構網架也可作為補強加固,可以大大提高模具使用效率。
采用新型加固填料——高強偶聯觸變劑(博皓獨家產品),特別適用于模具與木,鋼架相連接的地方,能很好的控制液體系統、粘合劑、聚合物的流變性和觸變性,充分分散產生最佳的增稠和觸變效果,能很好地與鋼鐵、木、纖維觸變結合,無需再用玻纖加樹脂包覆角鐵,在鋼材上鉆孔作為鉚釘, 提升模具硬度、剛性等整體結構強度、美觀,延長使用壽命。

五、模具的打磨拋光
除了更人性化以外,很關鍵的因素就是水磨工序的水砂紙質量。好的水磨砂紙,可以達到事半功倍的效果水磨砂紙除MT以外,還有日本的、英格蘭、意大利、美國、而大家最普通的是采用南韓的鷹球牌砂紙)。水磨工藝開始應該用600~800#。要是實在太粗糙的模具才先用400#。因為開始用太粗的水磨砂紙,它的砂痕就很粗。最后的水磨砂時間就要長很多。每次都要把上次砂痕去掉,直到1500~2000#的時候,根本不能看到有水砂痕跡,這是一道很講究耐心細致的工序,待這工序都能滿足工藝要求以后,才開始拋光。

采用曼澤納拋光劑K201,均涂在要拋光的模具上。用羊毛拋光盤拋光,這里要注意一個拋光盤的轉向問題,根據拋光盤的轉向,把拋光水帶進去使其達到拋光的效果,不能使拋光盤把拋光水甩出去,這樣就起不到拋光的效果,費工、費時、費材料。這道工序完成以后,模具基本上出現光亮面。我們再采用K202拋光劑,同樣是要注意以上的問題。

半永久性高效脫模水PMR,它是一種比較好的脫模劑,但是在使用過程中要注意采取一些必要的工藝,也就是在模具拋光以后就要先上PMR,涂層再薄,馬上要擦干凈,不能讓其留下水痕,因為讓它干了以后是很難把它擦干凈的,上過一至兩次以后待半個小時以后開始上蠟,按照上蠟的工藝要求,新的模具要多打幾遍。每次要擦得非常干凈。這是一個很重要的工藝要求。反之,先上蠟,后涂PMR就沒有意義了。

六、玻璃鋼模具的后固化處理
玻璃鋼模具的后固化處理是很重要的,要經過80攝氏度3-4小時的恒溫后,讓玻璃鋼模具在結構造型上不同角度收縮變形的應力得以緩沖釋放,樹脂在80攝氏度恒溫中得到完全反應,使其處于最佳狀態,這樣的模具質量才有保障。
七、新模具的熟模工藝
新的玻璃鋼模具在第一次使用時,產品脫模是非常困難的,這是因為模具表面的脫模系統很容易被不飽和樹脂里的苯乙烯溶劑所破壞了,造成了粘模的現象。不但脫模困難,還會直接損壞模具,因此我們在用新的玻璃鋼模具之前要對模具進行熟模工藝。
先在新模具上面按正常上脫模蠟多遍,然后把蠟擦干凈,按照正常的噴膠衣或手涂工藝一次涂上0.6mm以上厚度的膠衣,讓膠衣凝膠到稍有一點硬度的時候(但不能發脆)人為地把膠衣撕下來,這樣就等于在新模具上做了一次熟模,按照上述的熟模工藝再做第二次后,新的玻璃鋼模具就可以進入生產產品的工序了。因為此時新的玻璃鋼模具表面的脫模蠟已經融入到了膠衣層的毛孔里,對樹脂里的苯乙烯有了一定的抵抗能力,達到了預期的脫模效果,產品就可以輕松脫模了。
為了使我們制作玻璃鋼模具工藝做得更好,有必要對制作的玻璃鋼模具實行編號進行跟蹤管理,總結出差距,不斷加以改進,才能使玻璃鋼模具質量得到保證,我們職工的技術素質不斷提高,中國的玻璃鋼工業就有希望了。
---------------
廣東博皓的抖音號、微信視頻號已經開通了,里面有很多關于玻璃鋼模具制作的精彩視頻,歡迎關注!

--------------
聯系方式
電話:020-39966201、18026298689(賴經理)、18026298682(鄧工)
地址:廣東省廣州市番禺區天安番禺節能科技園總部中心一號樓1104至1105
打印


